

توضیحات
گودییر با چه روشی موفق به ساخت لاستیک شد؟
ولکانیزاسیون
در اوایل سده شانزدهم، کلمب و دیگر کاوشگران اسپانیایی مشاهده کردند که سرخپوستان آمریکایی جنوبی با توپی که از شیره گیاهی یا شیرابه ی انواع خاصی از درختان درست شده بود بازی می کردند. یکی از نام هایی که سرخپوستان بر شیرابه اطلاق می کردند هِـوِئا بود، و مهمترین درختی که شیرابه مزبور را از آن به دست می آوردند هوئا برزیلینسیس نام داشت. گر چه کاوشگران اسپانیایی مقداری از این” صمغ هندی” را با خود به اروپا آوردند، اما استفاده چندانی از آن نشد، تا سرانجام جوزف پریستلی، کاشف اکسیژن، نشان داد که مالش آن بر خطوطی که با مداد نوشته شده باشند، آنها را پاک می کند. بر اساس همین کاربرد نسبتاً عوامانه اما با وجود ای پر فایده، امروزه در زبان انگلیسی لاستیک راRUBBER می خوانند.
علت این که اروپاییان در طی دو قرن نتوانستند استفاده مهمی برای لاستیک بیابند این بود که در دماهای زیاد نرم، چسبنده، و در دماهای کمتر سفت و شکننده می شد. چارلز مکینتاش اسکاتلندی دو قطعه پارچه را از لاستیک می پوشاند و در حالی که لاستیک در و سط آن دو به عنوان چسب عمل می کرد، آنها را به یکدیگر می فشرد؛ بدین ترتیب با استفاده از چسبندگی لاستیک در حرارت های بالا، مصرفی برای لاستیک هندی پیدا کرد.
مکینتاش از پارچه مضاعفی که با این روش ضد آب شده بود برای تولید بارانی استفاده می کرد. بدین ترتیب بارانی مکینتاش اختراع شد، و هنوز هم در انگلستان لباس های بارانی را که از پارچه های امروزی تهیه شده باشند به همین نام می خوانند.
در ابتدا چکمه ها و کفش هایی که از لاستیک یا پارچه های پوشیده از لاستیک تهیه شده بودند در انگلستان تولید و به ایالات متحده صادر می شدند؛ بعدها در دهه 1830، در خود ایالات متحده به مرحله تولید رسیدند. اما چندی نگذشت که آمریکاییان از کفش هایی که در زمستان سفت و در تابستان نرم و بی شکل می شدند بیزار شدند. در همین زمان بود که چارلز گودییر وارد صحنه شد.
گودییر در سال 1800 در نیوهیون کانتیکت به دنیا آمد. پدرش مخترع و تاجر ناموفقی بود. گودییر جوان دوست داشت راهی برای مقاوم ساختن لاستیک در برابر تغییرات دما بیابد تا در مصارف گوناگونی کاربرد پیدا کند. این علاقه به شیفتگی عمیقی تبدیل شد که سلامتی و سرمایه اندکی را که او و خانواده اش در فاصله سالهای 1830 تا 1839 داشتند، به باد داد. دراین مدت گودییر چندین بار به زندان بدهکاران افتاد؛ برای تامین غذا و مسکن محتاج خویشاوندانش شد؛ اما باز هم شیفتگی اش باقی بود. یکی از شکست های زندگی اش فروش تعداد زیادی کیسه نامه به دولت بود که برای ضد آب شدن با لاستیک آمیخته شده بودند، اما هنوز آنها را از کارخانه بیرون نبرده بودند که در برابر گرما چسبناک و بی شکل شدند.
پس از تلاش های ناموفق و غیرعلمی بسیاری که برای بهبود لاستیک انجام داد، در یکی از این تلاش ها که قصد داشت آن را با گوگرد مخلوط کند، تصادفاً مخلوطی از لاستیک و گوگرد با اجاق تماس پیدا کرد. گود ییر در کمال شگفتی مشاهده کرد که لاستیک ذوب نشد، بلکه مثل قطعه ای چرم فقط کمی سوخت. گودییر بلافاصله به اهمیت این تصادف پی برد. بعدها دخترش گفت:
همچنان که از اتاقش می گذشتم، بر حسب اتفاق قطعه صمغ کوچکی را که نزدیک آتش گرفته بود دیدم و نیز متوجه شدم که بر اثر اکتشافی که ظاهراً کرده بود، برخلاصه همیشه حالتی سرزنده داشت. قطعه صمغ را در سرمای شدید بیرون در آشپزخانه بر میخی آویزان کرد. وقتی آن را صبح روز بعد به داخل آورد، با خوشحالی بر دست بلندش کرد. آن را درست مثل روز قبل که بیرونش گذاشته بود، ارتجاعی یافت.
گودییر پس از انجام آزمایش های بیشتر، بهترین دما و مدت حرارت را برای تثبیت لاستیک تعیین کرد. تقاضای ثبت اکتشافش را کرد، و در سال 1844 فرایند خود را بر اساس نام خدای آتش روم باستان، ولکان، فرایند ولکانیزاسیون نامید، که به نام او ثبت شد..
وقتی لاستیک در مجاورت گوگرد حرارت داده شود، اتمهای گوگرد زنجیره های بلند مولکول های پلیمری لاستیک را به یکدیگر متصل می کنند و بدین ترتیب ماده زمینه ای لاستیک را به توده یکپارچه ای تبدیل می کنند که حساسیت کمتری به تغییر دما نشان می دهد.
اگر بخواهیم تعریف والپول را به طور کاملاً دقیق تفسیر کنیم، کشف تصادفی ولکانیزاسیون لاستیک به دست گودییر را نمی توان بخت یارانه نامید. به جای اینکه چیزی را که مورد جست و جو نبود به طور تصادفی کشف کند، تصادفاً راه حلی پیدا کرد که سخت به دنبال آن بود. همان طور که در دیباچه گفته ام نمونه های بسیاری از تصادف های پر برکت می توان یافت که وقوع آنها منجر به اکتشافاتی شده است، و تا زمانی که این حوادث اتفاق نیفتاده بودند، کسانی که به دنبال چیزی بودند آن را نمی یافتند. این تصادف ها درست آن مفهومی را که منظور والپول از بخت یاری بود نمی رسانند، ولی آن قدر شبیه اند که می توان آنها را شبه بخت یاری نامید.
گودییر حتی پس از کشف فرایند ولکا نیزاسیون هم زندگی خوشی نداشت. درگیر دفاع قانونی از حق امتیاز اکتشافش شد، و اگر چه دانیال وبستر توانست در یکی از پرونده های نقض امتیازش او را در دادگاه پیروز کند، اما تا زمان مرگش در سال 1860 ، هرگز نتوانست از زیر بار سنگین بدهیهایش کمر راست کند. با این حال فرایند ولکا نیزاسیون منجر به فعالیت گسترده ای در زمینه تولید و مصرف لاستیک شد. تا سال 1858، ارزش اجناس تولید شده از لاستیک به حدود 5000000 دلار رسید. بزرگترین شرکتهای لاستیک سازی از جمله شرکت گودییر از سال 1870 به بعد در آکرون اوهایو تاسیس شدند. این قبل از اختراع اتوموبیل، کامیون و هواپیما بود، که قسمت اعظم لاستیکی که امروزه مصرف می شود در تایرهای آنها به کار رفته است.


1- ولکانیزاسیون محصولات اکسترود شده
معرفی تکنولوژی لاستیک / پخت لاستیک / ولکانیزاسیون محصولات اکسترودری
در گذشته محصولات اکسترود شده تقریبا فقط در اتوکلاو ،هوای داغ و یا بخار ولکانیز می شدند.
طی سالهای اخیر،بنا به دلایل اقتصادی،روشهای ولکانیزاسیون پیوسته،برای محصولات اکسترود شده آغاز شد.
در حالی که بخشی از محصولات اکسترود شده قبل از آنکه ولکانیز شوند به عنوان محصولات حد واسط فرآیند می شوند(به عنوان مثال ترد تایر) و بخشی دیگر از آنها به دلیل تعداد یا حجم کم آنها تحت فرآیند ولکانیزاسیون جداگانه قرار می گیرند،ولی ولکانیزاسیون بخش قابل ملاحظه ای از محصولات اکسترود شده بلافاصله پس از خروج از دای Die اکسترودر و به طریقه پیوسته صورت می گیرد.
در این ارتباط فرآیند ولکانیزاسیون پیوسته ، با استفاده از بخار با فشار بالا نیز در اهمیت است.
ولکانیزاسیون در اتوکلاو:
در فرآیند ولکانیزاسیون ناپیوسته محصولات اکسترود شده ،هنوز استفاده از حرارت داغ یا اتوکلاو (بخار تحت فشار) بیشترین اهمیت را دارد.
برای جلوگیری از تغییر شکل محصولات اکسترود شده حین فرآیند ولکانیزاسیون ،در طراحی آمیزه مورد استفاده برای تولید اینگونه محصولاات از مقادیر مناسبی فکتیس استفاده می شود یا نوار اکسترود شده در داخل کانالهای نگهدارنده یا پودر تالک قرار داده می شود.
برای پخت شیلنگهایی که ضخامت دیواره آنها خیلی کم است به منظور جلوگیری از تغییر شکل محصول در حین پخت ، از میله توپری که از داخل شیلنگ عبور داده می شود،استفاده می کنند و سپس شیلنگ در داخل اتوکلاوی به طول 30 متر یا بیشتر تحت فشار پخت می شود.
همچنین برای جلوگیری از تغییر شکل محصول حین پخت می توان محصول را به صورت غوطه ور درآب در داخل اتوکلاو قرار داد .از آنجایی که این شیوه ولکانیزاسیون به طریقه ناپیوسته صورت می گیرد تنها در مواقعی که برای ولکانیزاسیون پیوسته محدودیت داشته باشیم ویا ولکانیزاسیون پیوسته غیر اقتصادی باشد از ا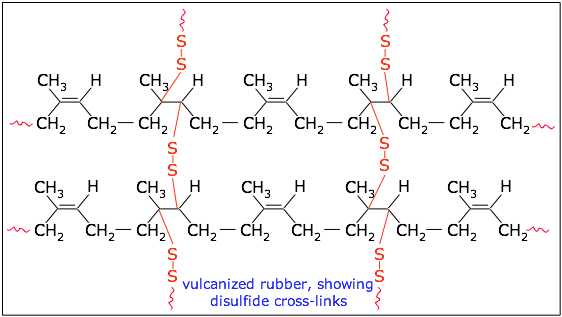

تجهیزات ولکانیزاسیون :
برای ولکانیزاسیون در بخار آزاد از ظروف افقی یا اتوکلاوها استفاده می شود.
اتوکلاو ها دارای ریلهایی می باشند که یک چرخ می تواند در داخل آن حرکت کند .
درب این ظروف به مکانیسم گیره یا قفل فنری مجهز است .درزگیرهایی در محل درب اتوکلاو تعبیه شده که به عنوان آب بند کننده به کار می رود.
درب اتوکلاو می تواند روی یک جفت لولا یا یک ببازوی تاب خور بچرخد وباز شود.
اتوکلاو معمولا به صورت عمودی قرار می گیرد به نحوی که درب آن در نقطه فوقانی قرار دارد .
در بیشتر موارد این دستگاه در زمین فروبرده می شود که البته می تواند از زمین برداشته شود.
اتوکلاوهای جدید نیز دارای دریچه با مکانیسم بسته شدن با گیره فنری است.آب بند کننده دیگری نیز در بین درب و بدنه اتوکلاو قرار دارد.
ولکانیزاسیون:
ولکانیزاسیون در بخار با انتقال خوب حرارت و بنابراین زمان حرارت دهی کوتاهتر نسبت به سیستم ولکانیزاسیون با هوای داغ همراه است.
هنگامی که بخار اشباع به کار برده می شود ، که در این شرایط بخار و آب در حال تعادل هستند،انتقال حرارت خیلی یکنواخت صورت می گیرد که این امر به خاطر وجود تراکم خیلی بالا (Free Heat) بوقوع می پیوندد.
به هر حال در ظروف بزرگتر ،هوای موجود در ظروف می تواند تحت شرایط خاصی در بعضی از نقاط آن به دام بیفتد که در نتیجه آن ،خارج کردن هوا ، با انتقال حرارت بد انجام می شود.
به منظور جلوگیری از پیدایش این حالت و در نتیجه بروز پخت ناقص در برخی از نقاط محصول ،اتوملاو باید قبل از ولکانیزاسیون از طریق باز کردن بخار به اصطلاح هواگیری شود و هوای موجود آن خارج گردد .
هنگامی که تاسیسات و لوله های انتقال بخار به اتوکلاو به اندازه کافی بزرگ باشد ،خیلی سریع فشار بخار مطلوب در اتوکلاو ودر نتیجه دمای مورد نظر ولکانیزاسیون بدست می آید که می توا ن به راحتی آن را کنترل نمود .
عیب بزرگی که ولکانیزاسیون با بخار اشباع دارد این است که فشار بخار به دما و برعکس آن دما به فشار بستگی دارد .
عیب دیگری که ولکانیزاسیون با بخار اشباع دارد این است که هنگامی که اتوکلاو در آغاز شیفت سرد است ،مقادیر زیادی آب کندانس شده در آن تشکیل می شود که طبعا از ایجاد حرارت یکنواخت در محفظه پخت جلوگیری می کند .
مقدار تشکیل این آب کندانس شده می تواند از طریق پیش حرارت دادن اتوکلاو یا قرار دادن المنت های حرارتی در داخل آن به حد مینیمم برسد و یا کاملا حذف شود .بخاطر تسکیل قطراتآب کندانس شده ،لکه هایی که اصطلاحا” water spots نامیده می شود می تواند روی محصول ولکانیز شده تشکیل شود که نتنها باعث بد شکل وبد منظر شدن سطح آن می شود بلکه همچنین باعث می شود که محل هایی از محصول به خوبی ولکانیزه نشود.
می توان از ایجاد پدیده نامطلوب به طور نسبی با استفاده از عامل مرطوب کننده ،و آغشته سازی محصول پخت نشده با آن جلوگیری نمود.
نکته: ولکانیزاسیون در بخار سبب می شود که درجه حرارت ایجاد شده به مقدار قابل توجهی از درجه حرارت پخت در هوا باشد،زیرا بخار بر خلاف هوا مانند یک گاز بی اثر عمل می کند.
بنابراین می توان در طی ولکانیزاسیون با بخار بدون هیچ مشکلی دمای ولکانیزاسیون را تا بیش ازc ° 200 ویا بیشتر بالا برد.
ولکانیزاسیون پیوسته در حمام مایع (LCM):
از سالها قبل یک روش ولکانیزاسیون پیوسته برای پخت نوارهای اکسترودی،شیلنگ،.. توسط شرکت دوپونت ابداع شده است.
در این روش آمیزه لاستیکی در داخل یک مایع داغ پخت می شود و آن را با روش پخت با مایع یا (LCM) می خوانند.
اصول:
اصول کار بسیار ساده است .نوارهای لاستیکی (شیلنگها،انواع پروفایلها) بلافاصله پس از خروج از دای اکسترودر به وسیله یک تسمه نقاله وارد یک حمام طولانی حاوی مایع داغ می شوند.
آنها در داخل مایع به صورت غوطه ور نگه داشته می شوند و از درون حمام به وسیله یک تسمه نقاله فولادی عبور می کنند و وقتی به انتهای حمام می رسند ، کاملا ولکانیز شده اند.
مزیت های اصلی روش پخت با مایع در مقایسه با روش پخت با اتوکلاو علاوه بر امکان تولید نوارهای پیوسته طویل عبارتند از:
-کاهش درصد ضایعات
-کیفیت ظاهری بهتر نوارها
-کاهش زمان پخت
کاهش درصد ضایعات محصول در این روش به این دلیل است که در مقایسه با پخت در اتوکلاو در اغلب محیط های حرارت دهی به روش LCM ،نوارهای متحمل حداقل فشار وتغییر شکل می شوند.
دلیل کاهش بیشتر درصد ضایعات در روش پخت با LCM آن است که در این روش ابعاد و کیفیت ظاهری محصول ولکانیزه شده ی نهایی بلافاصله پس از خروج از حمام ،قابل کنترل و بررسی است در حالیکه در روش پخت با اتوکلاو ، برای ارزیابی موارد فوق تنها به روش بچی می نوان عمل کرد و درصورت تشخیص عیب و نقص در محصول پخت شده ، ناگزیر کل بچ به ضایعات تبدیل خواهد شد.
به علاوه،کارایی تجهیزات LCM نیز در مقایسه با اتوکلاو بیشتر است.زیرا هنگام پخت با اتوکلاو هر بار که درب اتوکلاو باز می شود،با اتلاف حرارت مواجه هستیم.
از آنجاییکه در روش پخت LCM استفاده از مواد پودری روی محصول ضرورتی ندارد و لکه هایی که در اثر وجود بخار آب اشباع در اتوکلاو روی محصول ایجاد می شود نیز در روش LCM تشکیل نمی شود .بنابراین به این روش می توان محصولات اکسترودری خوش ظاهرتر و زیباتری را به دست آورد.
برای پخت به روش LCM به تجهیزات زیر نیاز است:
حمام نمک،که شامل یک حوضچه طویل است و یک تسمه نقاله از جنس فولاد در داخل آن حرکت می کند.این حوضچه در نزدیکی اکسترودر قرار می گیرد و محصول اکسترود شده خروجی از اکسترودر فورا” در دال حمام نمک غوطه ور شده و به وسیله یک تسمه نقاله انتقال می یابد .
طول مورد نیاز برای حمام سیال نه تنها به سرعت ولکانیزاسیون نوار اکسترودشده ودرجه حرارت نمک،بلکه به سرعت خروجی اکسترودر متصل به آن ویا به عبارت دیگر به حداکثر سرعت اکسترودر نیز بستگی دارد.که آن هم به نوبه خود به ابعاد نوار اکسترود شده بستگی دارد ،در روش پخت با حمام نمک به جهت درجه حرارت بالای ولکانیزاسیون در حمام ،باقی ماندن نوار در حمام برای مدت زمانی طولانی تر از زمان پخت بهینه آن خطرناک است .بنابراین لازم است موازنه دقیقی بین سرعت اکستروژن و مدت زمان اقامت محصول در حمام برقرار شود.
عامل حرارت دهنده برای حمام ولکانیزاسیون به عنوان مثال از مخلوط نمکها ،مخلوط فلزات(خیلی به ندرت) ،پلی آلکیل گلیکول ها،گلیسیرین ، روغن سیلیکون و … می باشد.
به جهت آنکه غالبا از مخلوط نمک ها به عنوان محیط حرارت زا استفاده می شود، این روش را ولکانیزاسیون با استفاده از حمام نمک نیز می خوانند.
متداولترین مخلوط نمک مورد مصرف در LCM ،مخلوط اوتکتیک نمک ذوب شده با ترکیب درصد وزنی زیر است:
– نیترات پتاسیم 53 %
– نیترات سدیم 40 %
– نیترات سدیم 7%
مزایا ومعایب LCM :
با استفاده از این حمام ها نوارهایی با ظاهر بسیار تمیز به دست می آید.عیب مخلوط نمک دانسیته بالای آن است. از آنجاییکه که دانسیته* آمیزه های الاستومری عملا و همواره به میزان قابل ملاحظه ای پایین تر از دانسیته مخلوط نمک هاست،بنابراین نوار لاستیکی در داخل حمام کم وبیش حالت شتاور پیدا می کند و لازم است به وسیله تسمه فولادی که نوار لاستیکی را با فشار به درون حمام فرو می برد بر این حالت غلبه شود.
در این صورت فشار وارده از سوی تسمه فولادی می تواند در آمیزه های الاستومری خیلی نرم که دانسیته پایینی داشته و مقطع آنها شکل پیچیده ای دارد تغییر شکل ایجاد می کند.
برای ملکانیزاسیون نوارهای بزرگتر و ضخیم تر در داخل حمام مایع ،باید مدت اقامت نوار در داخل حمام طولانی تر باشد تا حرارت کاملا به تمام مقطع آن منتقل شود.اما این عمل سبب می شود که سطوح خارجی نوار (به ویژه وقتی که درجه حرارت نوار خیلی بالا باشد) شدیدا دچار فرا پخت می شود.
مشکل دیگری که هنگام ولکانیزاسیون در LCM با آن مواجه می شویم ،ایجاد تخلخل در محصول پخت شده است که این پدیده به سبب پایین بودن فشار در هنگام ولکانیزاسیون رخ می دهد ،تخلخل در محصول پخت شده در اثر وجود هوا و رطوبت در آمیزه الاستومری ایجاد می شود و بدیهی است که آن هم تا حدود زیادی به نوع و مقدار فیلرها و سایز اجزای به کا رفته در آمیزه و همچنین به فناوری مورد استفاده در فرآورش آمیزه بستگی دارد.
معمولا هر قدر سختی آمیزه ولکانیز شده بیشتر باشد،مساله تخلخل کمتر است.
عامل اصلی بروز تخلخل در محصول ولکانیز شده،وجود مقداری رطوبت در آمیزه است که با استفاده از مواد جاذب الرطوبه در فرمول آمیزه نظیر اکسید کلسیم می توان به میزان قابل توجهی مشکل تخلخل را کاهش داد .اما برطرف کردن مشکل تخلخل ناشی از محبوس شدن هوا در داخل آمیزه کار دشواری است.
برای حذف هوای محبوس شده می توان از اکسترودرهایی که در استوانه مارپیچ آنها منطقه خلا وجود دارد استفاده کرد ،همچنین استفاده از مقدار کمی فکتیس
(5-10 phr) برای خروج گازها حین فرآیند اختلاط بسیار مؤثر است.
مزایای ولکانیزاسیون به روش LCM:
1- عدم ایجاد وقفه در فرآیند اکستروژن پیوسته
2- عدم نیاز به جابه جایی و انتقال نوارهای خام
3- داشتن اتلاف حرارتی بسیار کم
4- عدم نیازبه ابزار نگهدارنده اضافی خاص
5- عدم نیاز به پودر ضد چسبندگی و عدم نیاز به عملیات تمیز کنندگی
6- درصد ضایعات کم
7- صرفه جویی در نیروی کارگری
8- کیفیت ظاهری بهتر نوارهای تولید شده و…
معایب واکانیزاسیون به روش LCM :
1- ضرورت استفاده از اکسترودرهای گران قیمت
2- سرعت اکستروژن کم نسبت به فرآیند اکستروژن معمولی
3- اتلاف(مصرف) نمک موجود در حمام نمک،بسته به نوع محصول ،سرعت اکستروژن ودرجه حرارت
4- ضرورت نیاز به مراقبت ونگهداری از حمام نمک
5- نیاز به تمیز کردن نوارها
6- درصد مخاطره بیشتر هنگام کار کردن با حمام نمک
7- تشکیل نیتروزآمین ها(عوامل سرطان زا)
8- ایجاد تغییر شکل در نوارها
*محدوده دمای زیر را با تجربه می توان برای انواع الاستومرها بدست آورد:
|
انواع الاستومر |
حداکثر درجه حرارت ولکانیزاسیون |
توضیح |
|
NR
SBR NBR CR |
حداکثر c ° 210
حداکثر c ° 240 حداکثر c ° 240 حداکثر c ° 240 |
بالاتر از این دما،چسبندگی و بازگشت اتفاق می افتد. شاید حتی بالاتر شاید حتی بالاتر در برخی موارد استثنایی بالاتر |
منبع http://denatire.blogfa.com